Detail produk:
Syarat-syarat pembayaran & pengiriman:
|
| Ban: | A05 Ultra Chrome | MOQ: | 1 pc |
|---|---|---|---|
| Pengiriman: | melalui udara / laut | Penggunaan: | Pompa Teknik |
| Cahaya Tinggi: | industrial pump parts,slurry pump spare parts |
||
Karena endapan, erosi aliran air, korosi medium, impeller pompa secara bertap akan aus dan menimbulkan korosi. Permukaan bil sering membentuk alur atau goresan, atau rusak oleh kavitasi, dan daunnya memiliki lubang seperti sarang leb dan bkan perforasi. Jika blade dilemparkan dengan stomata, lepuh atau inklusi terak, permukaannya rentan terhadap stomata atau bkan retak setel dijalankan. Penyesuaian yang ditargetkan dari indikator kinerja material, menunjukkan kekuatan adhesi yang tinggi dan dampak ketangguhan penyerapan energi, dengan ketanan yang tinggi terhadap kavitasi, kerusakan abrasi, dan kekerasan.
-beritu saya kode standar no. kita bisa mengutip harga Anda segera:
-Beritu saya persyaratan Anda dan dapat menyesuaikan suku cadang untuk Anda.
Bagian pompa dapat dibuat dari ban krom, karet, atau keramik yang tinggi untuk masa pakai lebih lama dan efisiensi yang lebih tinggi.
Ban yang ditawarkan:
-Tinggi Chrome Cast Iron
- Besi ulet
-Besi tan karat
-Karet alam
-Karet Khusus
-Polyurethane
Ban pompa diganti bagian:
1) Ban: D21, G01, A05 ...
2) Ban poros: 45 #, 40Cr, SS304, SS315 ...
3) Ban lengan poros: 3Cr13, 4Cr13, SS304, SS316 ...
4) Ban cincin lentera: 304, 316, PTFE, Cu ...
5) Bantalan peruman / bantalan penutup ban akhir: G01, D21 ...
6) Ban bagian ujung bas: A05, A07, A49, A51, A33, A61, R08, R26, R33, R38, , S01, S12, S21, S42, S50, U50, U01, EPDM, PU, CR ...
Ada banyak metode untuk memperbaiki impeler pompa sentrifugal logam, seperti pelapis komposit polimer ARC, pelapisan bubuk (pengelasan), pelapisan resin epoksi, dan perbaikan komposit karet dan nilon. Ada juga stainless steel inlay, permukaan dan sebagainya.
Metode perbaikan umum:
1, metode perbaikan kawat tembaga
Untuk kavitasi berbentuk lubang jarum, selama lubang-lubang itu tidak terhubung menjadi sepotong, lubang jarum dapat dilubangi dengan kawat tembaga, dan sekop dapat digunakan untuk melumuri. Sebelum diproses, permukaan bil harus dibersihkan dengan karat dan kotoran, kemudian oksigen di dalam pori-pori harus dihembuskan dengan nyala oksigen-asetilena, dan kemudian ketebalan yang sesuai dari kawat tembaga diisi ke dalam lubang, dan tembaga disadap dengan palu runcing. Kawat diperas dan diperas ke dalam lubang dan diratakan dengan file.
2, metode perbaikan pengelasan gas
Baling-baling diletakkan di atas api arang dan dipanaskan hingga 400-500 ° C. Tim digantung pada sambungan yang diperbaiki, dan kemudian filamen kuningan dilebur ke dalam alur atau lubang untuk diperbaiki dengan nyala oksigen-asetilena. Setel pengelasan, api arang dihilangkan, dan asbes dihapus. Papan ditutupi dengan isolasi untuk memungkinkan bil menjadi dingin secara perlan untuk menghindari retak. Setel pengelasan, alat membosankan digunakan untuk menyelesaikan pemesinan sesuai dengan kontur asli.
3, metode perbaikan resin epoksi
Menurut rasio dan urutan pencampuran, ambil juml yang tepat dari resin epoksi, etilendiamina, dibutil ftalat dan aseton dalam gelas dan aduk rata. Perhatikan viskositas perekat saat mencampur, dan tambkan juml aseton dalam juml yang sesuai. Resin epoksi yang disiapkan digunakan dalam 20-30 menit. Gunakan sikat wol untuk mengambil resin epoksi, sikat permukaan pisau dengan lecet dan pori-pori. Saat menyikat, gunakan kerucut yang tajam untuk meremas lecet dan gelembung di teng pori-pori dengan lembut. Oleskan sebanyak mungkin dan gosok perlan dengan scraper. nyata. Setel resin epoksi disembuhkan selama 1-2 jam, gosok lagi 2 hingga 3 kali. Saat menerapkan sikat sekali, pastikan untuk membuat permukaan pisau halus dan halus. Setel pengecatan selesai, impeler ditempatkan di lingkungan 20-30 ° C dan kelembaban relatif yang relatif rend, dan secara perlan dipertankan selama 48 jam. Setel resin epoksi benar-benar sembuh, kontur impeller dan tonjolan pada lapisan permukaan dipangkas dengan file atau sander.
4, metode perbaikan baja dipercepat
Baja cepat-dibentuk adal agen perbaikan perekat seperti semen sebelum menyembuhkan. Ini memiliki kekuatan tinggi, kekerasan tinggi, tidak ada susut dan tidak ada karat setel perawatan. Sangat cocok untuk mengisi pori-pori, retak, lecet, dll. Pada baja, besi dan ban logam lainnya. Diperbaiki dengan efek ikatan yang kuat. Sebelum memperbaiki, bersihkan karat dan kotoran kasar di sekitar area yang diperbaiki dan kasarkan. Koloid dalam tabung plastik dari baja bentuk cepat dikeluarkan, dan ban dari dua warna berbeda dari inti dan kulit luar gel dengan cepat dan sepenuhnya dihancurkan menjadi satu warna (sekitar 1 hingga 2 menit) untuk mencapai generasi panas dan kelembutan. Sebelum koloid baja koloid akan dipadatkan, ia melekat dengan kuat ke tempat perbaikan, dan dipadatkan dengan kekuatan (tangan atau alat) beberapa kali selama proses pemadatan koloid untuk meningkatkan adhesi perekat ke pisau. Setel baja fusible mengeras, itu diratakan dengan file.
5, metode perbaikan permukaan
Sebelum permukaan, giling bagian kavitasi dengan penggiling, dan bersihkan permukaan karat dan puing-puing sampai badan logam cer terbuka, sehingga lapisan permukaan dan bil lebih kuat digabungkan. Setel dibersihkan, baling-baling ditempatkan di api arang untuk pemanasan. Gunakan elektroda yang sama atau elektroda stainless steel sebagai ban pisau, tanpa mengupas, merusak, tetap kering, menghilangkan kelembaban, sehingga dapat menghindari lubang udara di lasan. Ketika permukaan, perlu untuk mengadopsi pengelasan round-trip, atau pengelasan silang bertingkat dapat diadopsi, dan juml pengelasan harus lebih sedikit pada setiap waktu untuk menceg pisau dari terkonsentrasi oleh panas dan menyebabkan deformasi tegangan. Setel memperbaiki pengelasan, bil dipotong dengan sander. Impeller yang diperbaiki harus mengalami uji keseimbangan statis. Untuk menceg impeler berputar dengan kecepatan tinggi, gaya sentrifugal dihasilkan karena ketidakseimbangan berat tamban yang menyebabkan pompa air bergetar.
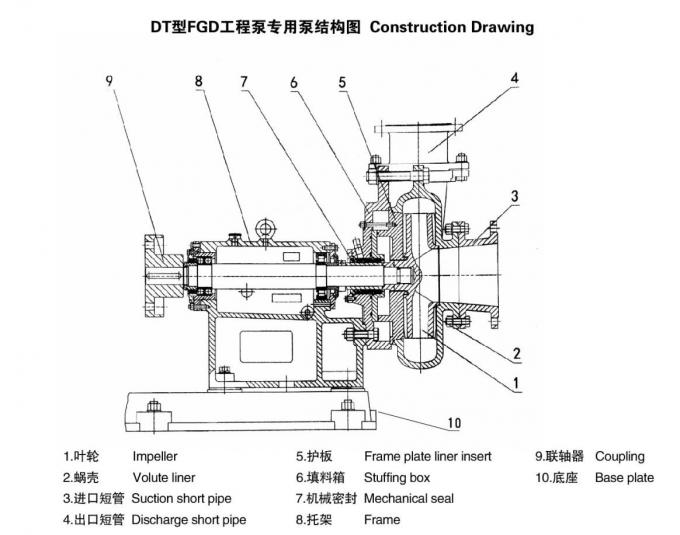
Gambar Konstruksi Pompa Seri DT
Tel: 86-- 031180809622
Faks: 86--031168050656
